在光学功能膜的多层体系中,硬化涂层(Hard Coat) 往往被视为保护膜表面的“最后防线”。它承担着抗划伤、抗摩擦、维持表面平整度的任务。很多工程师或客户第一反应是:硬度越高越好,铅笔硬度从 3H 提升到 9H,听起来就是品质跃升。但在真正的量产现场,问题往往不是“硬不硬”,而是“硬到哪里为止”。
1. “越硬越好”的直觉陷阱
实验室样品中,高交联密度的硬化层可以轻松做到 9H,甚至接近无机玻璃的耐划伤性能。但量产后常常出现:
归根结底,硬度越高,涂层的 脆性也随之增加,与下层柔性基材之间的模量差异会形成不可忽视的“脆裂边界”。
2. 折射率梯度:光学与力学的双重角色
硬化层并不是孤立存在的。对于一张光学膜来说,它还必须在 光学折射率分布 上与下层匹配。
这就是“折射率梯度”的微妙作用:它既是光学指标调控的手段,也是力学应力释放的缓冲带。
3. 微观机理:脆裂边界如何形成
为什么脆裂总是集中在界面?可以从三个微机理理解:
-
模量跳跃效应:硬化层模量通常在 2~5 GPa,而下层聚合物仅在 100 MPa 级别,模量差一个数量级以上。应力在界面集聚。
-
热膨胀不匹配:硬化层热膨胀系数(CTE)接近无机玻璃,下层基材则更“柔软”,冷热循环时产生周期性疲劳。
-
交联密度分布:边缘或厚度不均时,交联不完整区域成为微裂纹的起点。
所以,当“硬化”推到极限时,系统失效的触发点往往并不是被划伤,而是自身先裂开。
4. 制程与材料的协同策略
工程师在设计硬化层时,往往需要同时考虑 配方+工艺 的双重变量:
-
配方层面:
-
工艺层面:
-
涂布厚度控制在 2–6 μm 的窗口,过厚增加应力风险;
-
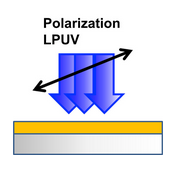
UV 照射与热固化的曲线分段设计,避免交联速率过快;
-
后烘(Post-cure)阶段,设定缓升温曲线,使残余应力释放。
这类“化学—工艺—系统”的组合,才是真正能把硬化层推向稳定量产的关键。
5. 系统思维的补充:从“硬度指标”到“鲁棒性”
很多研发和品管仍停留在“硬度测试”的单一指标上,忽视了多变量耦合的稳定性。真正决定硬化层成败的,是系统性的“鲁棒性”:
这时,硬化层就不只是一个“硬指标”,而是一个“系统调控变量”。
结语
硬化层的价值,不在于追求极限的 9H,而在于它在多层体系中能否扮演 光学缓冲 + 力学缓冲 的“双重过渡角色”。
(来源 微信公众号:日本科技观察)